誠信立業(yè)??品質(zhì)為本
高端智能焊接設(shè)備服務(wù)商
高新技術(shù)企業(yè)ISO9001
服務(wù)熱線:135-3042-8982

熱塑性復(fù)合材料超聲波焊接技術(shù)
由于熱塑性復(fù)合材料被越來越多地應(yīng)用于航空、風力發(fā)電以及各種交通運輸?shù)裙I(yè)領(lǐng)域,具有高效率的熱塑性復(fù)合材料焊接技術(shù)也得越來越受到重視���。超聲波焊接技術(shù)是多種焊接熱塑性復(fù)合材料技術(shù)的其中一種�����。它具有極快的生產(chǎn)效率�、極短的周期時間以及容易進行自動化生產(chǎn)和控制的特點����。
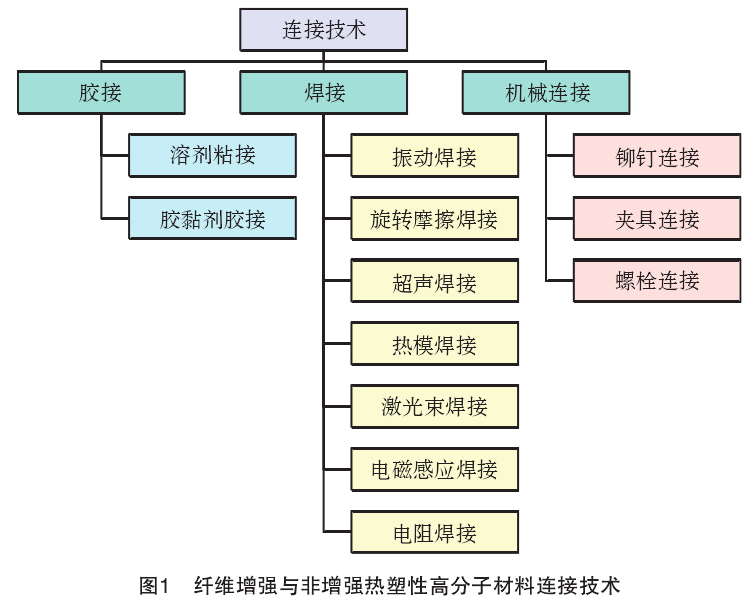
焊接技術(shù)在傳統(tǒng)金屬和高分子材料領(lǐng)域已經(jīng)應(yīng)用了很長時間,然而熱塑性復(fù)合材料的焊接技術(shù)卻是一個新興的領(lǐng)域���。如今多種傳統(tǒng)的連接技術(shù)得到了進一步的改進��,使其適用于復(fù)合材料的連接�,而焊接技術(shù)是眾多連接技術(shù)的一種�����。圖1顯示了各種纖維增強與非增強熱塑性高分子材料的焊接技術(shù)����。
熱塑性復(fù)合材料由于具有更好的韌性以及具有可回收再造的特點�����,在許多工業(yè)和商業(yè)領(lǐng)域已經(jīng)開始逐漸代替?zhèn)鹘y(tǒng)的金屬材料和熱固性復(fù)合材料�����。隨著熱塑性復(fù)合材料得到更廣泛的應(yīng)用��,對熱塑性復(fù)合材料結(jié)構(gòu)連接的研究得到了發(fā)展��。相比于傳統(tǒng)的復(fù)合材料膠接工藝����,焊接技術(shù)是一項非?��?焖俸投讨芷诘倪B接技術(shù)���。因此,該技術(shù)已應(yīng)用于波音新一代客機機翼前緣筋與蒙皮的連接�。由此可見,熱塑性復(fù)合材料的焊接技術(shù)具有良好的發(fā)展前景�����。在焊接的過程中,界面上的高分子被加熱到熔融的狀態(tài)����;在不同界面上的高分子鏈隨著鏈段的擴散而混合纏繞;隨著溫度的降低�����,熔融的高分子冷卻固化�,本身的界面消失而成為一個整體�。
超聲焊接熱塑性復(fù)合材料的機理
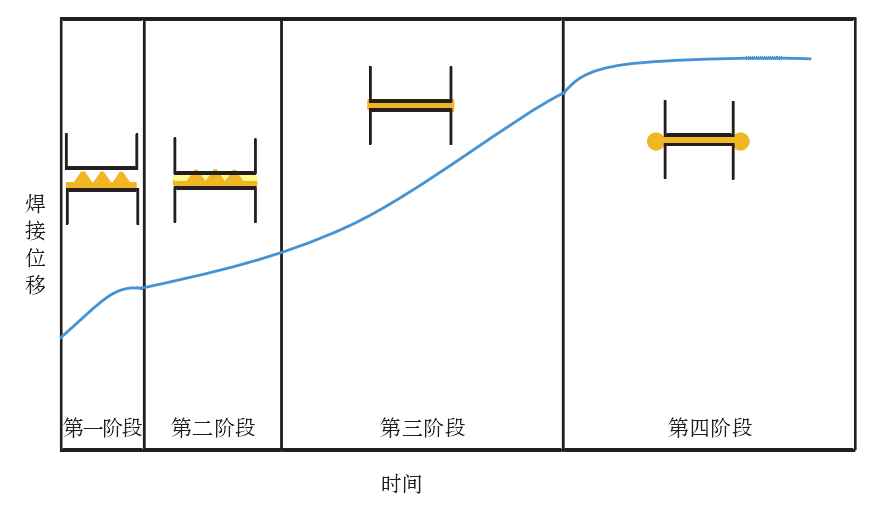
超聲焊接熱塑性復(fù)合材料機理總結(jié)為以下4個階段,如圖所示 �。
1) 在焊接過程中,超聲振動垂直于連接部位的表面�。放置于連接部件之間的額外的能量導向薄膜在壓力的作用下與連接部件的表面接觸。此時����,熱量的產(chǎn)生達到最大值,能量導向薄膜在焊接過程的階段1中熔化并在界面中流動����,從而使得兩個連接部件之間的距離減小,這個位移迅速增加直到熔化的能量導向薄膜接觸并鋪滿連接表面���。此時能量導向薄膜的熔化速率降低�。
2)在第二階段里,被連接的兩個部件表面相接觸�,熔化速率再次提升。高分子鏈間摩擦導致連接部件表面熔化�����,熱量從能量導向薄膜傳遞到熱塑性復(fù)合材料上�。
3)穩(wěn)定狀態(tài)的熔化過程在第三階段進行。熔化的能量導向薄膜在被連接的復(fù)合材料表面流動并浸潤連接表面����,形成一個厚度一致的熔化層,進而形成一個完整的連接�����,同時伴隨著一個穩(wěn)定的溫度分布�����。
4)高分子鏈間擴散和纏繞在連接部件的界面間進行�。經(jīng)過一定時間,或達到一定的能量級別或一定的位移量,第四階段開始�����。壓力仍然保持在連接部件上����,從而使多余的熔化高分子從界面中被擠出,分子鍵形成����,最后焊接處冷卻,形成一個整體����。
由于熱塑性復(fù)合材料被越來越多地應(yīng)用于航空�、風力發(fā)電以及各種交通運輸?shù)裙I(yè)領(lǐng)域,具有高效率的熱塑性復(fù)合材料焊接技術(shù)也得越來越受到重視����。超聲焊接技術(shù)是多種焊接熱塑性復(fù)合材料技術(shù)的其中一種。它具有極快的生產(chǎn)效率���、極短的周期時間以及容易進行自動化生產(chǎn)和控制的特點�。它利用超聲振動在被焊接部位產(chǎn)生熱能,從而熔化連接部位的界面����,在固化后使得兩部位連接在一起。超聲焊接工藝主要由4個參數(shù)控制����,分別為超聲振幅、焊接時間����、焊接壓力,以及固化時間和保壓時間���。由于材料本身對焊接部件的性能具有比較大的影響����,同時各工藝參數(shù)又會相互影響���,因此對特定的熱塑性復(fù)合材料�,其最佳焊接工藝參數(shù)還需要進一步驗證�����。
利津县|
镇沅|
阳泉市|
台北县|
黄龙县|
临海市|
博客|
道真|
凌云县|
南和县|
雅江县|
江山市|
神农架林区|
印江|
安福县|
奉化市|
宁乡县|
聂拉木县|
四川省|
枞阳县|
岗巴县|
家居|
鄯善县|
方正县|
孝感市|
札达县|
商南县|
恩平市|
广安市|
平顺县|
邹城市|
天全县|
漠河县|
蓝山县|
云浮市|
沙坪坝区|
安顺市|
雷山县|
师宗县|
德格县|
龙川县|