誠信立業(yè)??品質(zhì)為本
高端智能焊接設備服務商
高新技術企業(yè)ISO9001
服務熱線:0755-33878728

超聲波塑料焊接原理
超聲波塑料焊接原理及過程
超聲波塑料焊接( ultrasonic welding )是一種非接觸性焊接方式�, 超聲波焊接是通過超聲波發(fā)生器將 50/60 赫茲電流轉(zhuǎn)換成 15 、 20 、 30 或 40 KHz 電能�����。振動能量被通過摩擦方式轉(zhuǎn)換成熱能����, 將塑料熔化從而產(chǎn)生粘接力的焊接方式���。超聲波焊接可以應用 于大多數(shù)車用工程塑料的粘接工藝中,成為粘接工藝的重要技 術資源之一��,具有廣泛的應用前景。 超聲波焊接時通過以超聲波方式作為載體的電能�,轉(zhuǎn)化為一定振幅的,作用于焊接區(qū)�����,在兩個焊接的交界面處聲阻較大的 區(qū)域產(chǎn)生局部高溫���,熱量聚集在焊接材料的中間�����,由于塑料導熱性差�����,一時還不能及時散發(fā)���,使得塑料接觸面迅速融化,在應力作用下�,使粘接面融合在一起。通過冷卻成型�����,實現(xiàn)粘接面牢固結(jié)合的焊接目的。這種焊接強度能接近于原材料強度��,材料特性不發(fā)生直接影響和變化的焊接方式����,具有保持材料相關塑性特質(zhì),對粘接件的彈性和機械強度影響很小�,符合工程粘接的工藝技術要求。
如圖 1 所示�����,超聲波焊接過程分為以下四個階段:
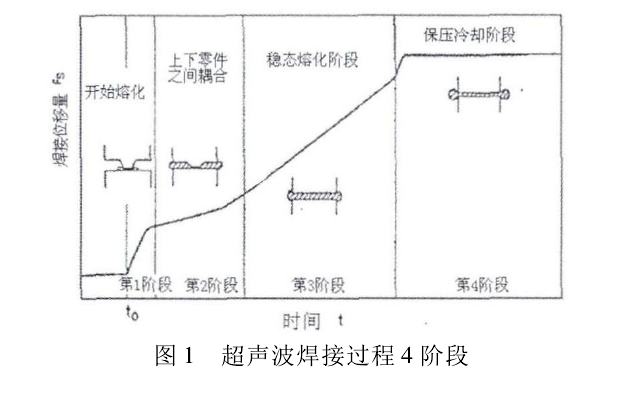
第一階段焊頭與零件接觸�����,施壓并開始振動 ���。 摩擦發(fā)熱量熔化導能筋��,熔液流入結(jié)合面 �����。 隨著兩零件之間距離的減少����,焊接位移量( 兩零件之間由于熔體流動產(chǎn)生的距離減小值) 開始增加 ����。 起 初焊接位移量快速增加,然后在熔化的導能筋鋪展并接觸下零件表面時放慢增速 ��。 在固態(tài)摩擦階段���,發(fā)熱是由于兩表面之間的摩擦能和零件中的內(nèi)摩擦產(chǎn)生的 �。 摩擦發(fā)熱使聚合物材料升溫至其熔點 ����。 發(fā)熱量取決于作用頻率 、 振幅和壓力;
第二階段熔化速度增加導致焊接位移量增大及兩零件表面相接觸 ���。 此階段形成薄的熔化層��, 由于持續(xù)發(fā)熱�����,熔化層厚度增加 ����。 此階段的熱量是由粘性耗散( viscous dissipation ) 產(chǎn)生;
第三階段焊縫中溶液層厚度保持不變且伴隨 著恒溫分布,出現(xiàn)穩(wěn)態(tài)熔化;
第四階段在經(jīng)過設定的時間或達到特定的能 量 ����、 功率級或距離之后,電源切斷�,超聲振動停止, 開始進入第4階段 ��。 壓力得以保持����,使部分額外熔液擠出結(jié)合面 。 在焊縫冷卻和凝固時達到最大位移量��,并發(fā)生分子間擴散 �����。
稻城县|
香河县|
万年县|
尼木县|
永德县|
镇巴县|
玛曲县|
临沭县|
长葛市|
海盐县|
满洲里市|
汽车|
泽州县|
城固县|
肥西县|
苍南县|
中卫市|
竹溪县|
沁水县|
和政县|
惠来县|
启东市|
安平县|
绵竹市|
德令哈市|
霍邱县|
东源县|
壶关县|
喜德县|
新余市|
黎平县|
广宗县|
菏泽市|
宁强县|
铜陵市|
集贤县|
乌拉特中旗|
屯留县|
衡阳县|
化隆|
姚安县|






